碳纤维护套进行压装工艺分析
为了使碳纤维护套与永磁体间有一定的预压应力,由于张紧力缠绕所需初始缠绕张力较大,对机床的要求较高,加工较为困难,所以研究人员选用过盈装配来产生预压应力。另外,由于永磁体与碳纤维护套的热膨胀系数都很小,而过盈量又很大,不宜采用热套法或冷装法,因此只能采用压装法依次将永磁体和两端的芯轴压入护套中。在装配之前首先需要加工好碳纤维护套。
在使用压力机进行压装之前,应先根据零件的材料和配合尺寸,计算所需的压入力,以选择合适的压装设备,确保足够的压力吨位。根据经验,所选的压力机的公称压力至少是所需压入力的2.5 倍(15T),将工件放置在压力机的工作台的正中央,放置好以后,可以通过操纵面板上的压制按钮控制滑块的运动。在正常工作时,持续按住该按钮,压头将以12mm/s的速度向下行进,松开该按钮滑块将停止运动。
在压装之前,需要对所使用零件的重要配合面及定位面进行清洁处理,去除表面脏污,不得有毛刺、锈蚀、切屑和油污等,清洗后用棉布将零件擦拭干净,晾干在配合面上涂以清洁的润滑剂待用。对于零部件同样需要进行清洁处理,当液压机滑块底部碰到预压部件的定位套时,表示永磁体已压装到位,压装完毕后从工装中取出部件。
设计时两端芯轴与护套间的过盈量和永磁体与护套间的过盈量相同,永磁体在机床预压阶段,最大压入深度约30mm,而芯轴需要压入的深度小于30mm,因此在装配芯轴时,使用机床就能完成压装。具体过程不再详细描述。压装时,下芯轴及其工装按图装夹在机床卡盘上,上芯轴及其工装按图装夹在机床卡盘.上。工装起导向作用,通过大孔保证与芯轴的同轴度,通过小孔保证与护套的同轴度,工装自身大小孔的同轴度由加工保证,这样芯轴与护套间的同轴度就得到保证了。工装上的观察孔是为了观察压入深度而设,当下芯轴压到一定位置时,即下芯轴与护套的端面接触时,表示下芯轴压装到位。

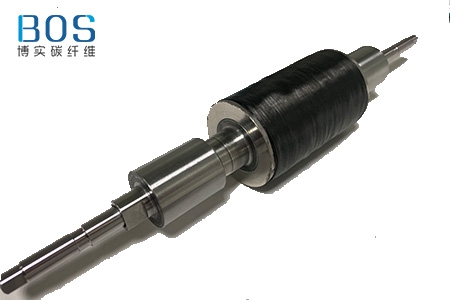
压装后得到的转子毛坯,将转子下芯轴用机床三爪卡盘夹紧,启动机床并使用偏摆检查仪测量转子上芯轴的径向圆跳动,发现压装得到的转子的径向圆跳动要比热套的转子小的多。
研究人员制定了合理的压装工艺,设计了一套用于永磁体及芯轴压装的工装,并顺利的完成了压装工作,得到了采用碳纤维护套的高速永磁电机转子。加工完毕后通过偏摆检查仪测量转子的径向圆跳动,结果令人满意。