【模压】模压成型工艺理论与实例
模压工艺主要特点
①半干法或干法成型-采用模压预浸料,工作环境好;
②金属对模成型,能精确保证模压制品的形状和尺寸要求,且内外表面光滑;
③加热加压成型,制品结构致密,固化程度高;
④需要具备高加热、高加压设备-电热板、液压机等;
⑤机械化程度中等;
⑥为获得高性能模压制品,工艺控制条件较为复杂;
⑦适宜成型制品尺寸较小,但形状相对复杂的制品-受设备尺寸所限;
模压成型工艺的分类(按增强材料物态分)
(1)纤维料模压-短纤维预浸料
(2)织物模压-两向、三向或多向织物预浸料(提高制品层间剪切强度,成本高);
(3)层压模压-预浸织物或毡,叠层铺放(薄壁制品);
(4)碎布料模压-预浸织物剪成碎布块(具有一定深度或厚度,形状相对复杂的制品);
(5)SMC模压-SMC模压料片材;
(6)预成型坯模压-将短纤维制成与制品形状和尺寸相似的预成型坯,在放入金属模具时加入树脂;
模压成型工艺过程
模压工艺流程
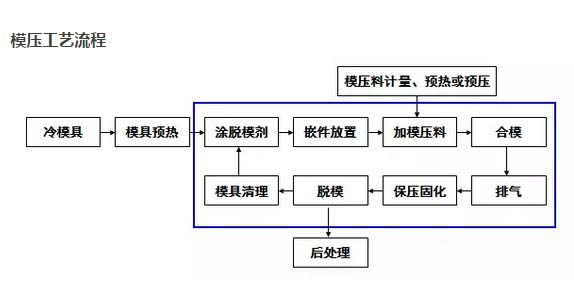
①模压料预热目的
提高物料流动性,可预压成型,便于装模;
去除物料中大部分的水分和挥发物,提高制品性能;
降低模压压力,减少对型腔的磨损,延长模具的使用寿命;
②模具预热目的
模具温度与物料预热温度基本相同,因此两者之间不会产生温度差;
降低模压压力,减少对型腔的磨损,延长模具的使用寿命;
缩短固化周期,提高生产效率。

③模压料的计量
物料量直接影响制品的尺寸精度,量过多,模具无法闭合,制品增厚;量过少,可能无法压制出所要求的形状或制品不致密。
目前对模压料的计量普遍的做法是预先对模具尺寸进行粗略的估算,然后通过试压,通过性能试验考核,找出相对合适的装料量。
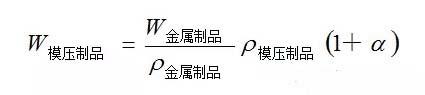
装料量等于模压料制品的密度×制品的体积,再加上3-5%的挥发物、毛刺等损耗。
制品的体积粗略估算法:
ⅰ、形状、尺寸简化法:将复杂形状的制品凭经验简化成一系列的标准几何形状,同时将尺寸也作相应变更后再进行计算。
ⅱ、密度比较法:当模压料制品有相对应的金属或其它材料零件时。
ⅲ 、铸型比较法
先在成型制品的金属模具中,用树脂、石蜡等铸型材料,铸成制品形状并称其质量,再按铸型材料的质量及密度与模压料密度比较,求出模压料制品质量。
④ 排气
在模具闭合后,再将模具开启一段时间,以排除模内的空气、水气及挥发物。排气一定要在物料尚未塑化时完成。排气可以缩短固化时间,提高制品的力学性能和电性能。
⑤ 保压时间
树脂在模内固化的过程始终处于高温高压之下,从开始升温、加压到固化至降温、降压所需要的时间或称为保持温度和压力的时间。
根据树脂性能制定适当的保压时间,过长过短均不适宜。过长,延长生产周期,使树脂交联过大,导致物料收缩过大,密度增加,树脂与填料间产生内应力,严重时会使制品破裂;过短,导致树脂固化不完全,降低制品性能,同时制品在脱模后会继续收缩而出现翘曲现象。
⑥后处理目的
保证制品固化完全;
消除制品的热应力;
液压机(模压设备)

模压工艺参数确定
模压工艺参数:将模压料压制成合格制品所需要的适宜外部条件(温度、压力、时间),在生产上称为压制制度,包含温度制度和压力制度。
(1)温度制度:包括装模温度、升温速度、最高模压温度和恒温、降温及后固化温度等。
装模温度:模压料的挥发物含量高,不溶性树脂含量低时,装模温度低,反之则高;
升温速度:由装模温度到最高压制温度的升温速率。对快速模压,装模温度=压制温度,无升温速度;慢速模压,应选择适宜的升温速度。
最高模压温度:主要依树脂放热曲线确定。

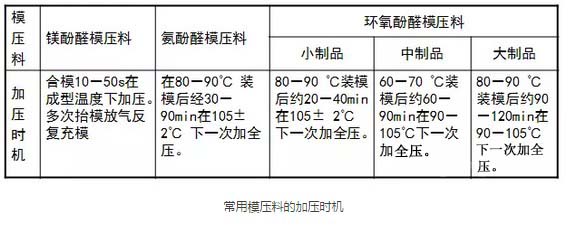
(2)压力制度:包括成型压力、加压时机、放气等
成型压力:其作用是克服模压料的内摩擦及物料与模腔间的外摩擦,使物料充满模腔;克服物料挥发物的抵抗力及压紧制品以保证精确的形状和尺寸。
成型压力决定因素:模压料的种类及质量指标;制品结构形状尺寸;
薄壁制品大于厚壁制品;圆柱形制品大于圆锥形制品;制品结构复杂度。成型压力高,有利于制品质量提高。但过大的成型压力,容易损伤纤维降低制品强度。

加压时机:其作用是克服模压料的内摩擦及物料与模腔间的外摩擦,使物料充满模腔;克服物料挥发物的抵抗力及压紧制品以保证精确的形状和尺寸。
实例1 高速公路防眩板模压成型(SMC)

1、高速公路防眩板主要功能
防止夜间行驶的车辆因车灯眩目而引起意外事故。
2、防眩板的生产工艺原理
将一定量的模压料装入模具后,在一定的温度和压力下模压料塑化、流动并充满模腔。同时,模压料发生交联团化反应,形成三维体型结构而得到预期的制品。在整个压制过程中,加压、赋形、保温等过程都依靠被加热的模具的闭合而实现。
3、防眩板的工艺制度
(1)模压成型工艺有3个主要参数,即成型压力、压制温度和保温时间。
成型压力的作用是克服物料中挥发物所产生的蒸汽压,避免制品产生气泡、结构疏散等缺陷,同时增加物料的流动性,便于物料充满模腔的各个部位,使制品的结构密实,机械强度得到提高。
压制温度的作用是促进模压料塑化和固化。
保温时间的作用是使制品充分固化并消除内应力。
这3个参数的选择与模压料、制品性能、制品结构和形状以及生产效率有很大的关系。
(2)模压工艺参数的主要影响因素
模压料的流动性对工艺参数的选定有很大的影响。如果模压料的流动性好,则可采用较低的成型压力和温度,也易成型结构较为复杂的制品;相反,若模压料的流动性差,则应相应地提高成型压力和温度,也不易成型结构复杂的制品。因此,应根据模压料的流动性能来选定合适的工艺参数。
(3)防眩板模压工艺参数的确定
防眩板各部位的厚度不一。根部厚度最大,为10mm。两边厚度次之,为6mm。中间厚度最薄,仅为3mm。制品属薄壁结构,形状较为复杂。当防眩板用铁架、螺栓固定竖立后,作为一种悬臂梁受力构件,要求制品具有较好的抗折强度和弹性,以满足使用要求。从制品性能、结构和形状要求来看,采用较大的成型压力和较高的成型温度是较理想的。压力大,温度高,有利于提高制品的强度,且容易成型薄壁制品。模温高,与固化放热峰的温差就大,制品的表面质量较好。考虑到模压料的性能与生产效率,合适的保温时间是非常重要的。保温时间太短,制品有可能固化不完全;保温时间过长,生产效率低。
①成型压力,20±2MPa;
②压制温度,上下模均为150±5°C;
③保温时间,4min。
4、防眩板的工艺流程

备料工序分3个步骤,即切料、称料、叠料。
切料:注意模压料中是否有分层、白纱、干料等问题,如严重时应剔除。
称料:要准确,过多则会造成原材料的浪费,过少则会引起缺料。
叠料:应将料叠成长条形,薄膜要撕尽,料块之间应尽量压紧,以防夹带大量气体。叠好的料放在切料台上,用薄膜覆盖好待用,防止苯乙烯大量挥发,并防止对料造成污染。
压制包括4个步骤:加料,加压,卸压、排气,保温。
加料:形式保持一致,加料位置要合理。
加压:时机要适当,迅速加压至成型压力。
卸压、排气:重复4次,排除模压料中的挥发份所产生的蒸汽以及夹带的空气,以避免缺料。砂眼等缺陷的产生。
保温:时间4min,以提高制品的固化程度和表面质量,消除内应力。
保温后开模取出产品,检查制品有无异常现象,如需加以调整,清理模具并涂抹脱模剂。待产品冷却后,用铁锉除去制品四周的飞边、毛刺。检查制品是否有缺料、砂眼、裂纹、翘曲变形等缺陷,检查制品的外观、形状是否符合要求。其方式是逐块检查。产品经检验合格后即可包装入库。包装时以10块板为一单位,板与板之间应头尾错开,用包装带紧好,整齐堆放。
实例2 火箭发动机喷管耐热内衬模压成型
1、耐热内衬的结构特点
(1)内衬高宽比相差不大,结构外形较复杂;
(2)内衬中空,有一定的深度和厚度;
(3)耐热性强,不能存在缺陷;
2、选用模压成型的优势
(1)内衬结构外形适合;
(2)制造量较多;
(3)对制品的密度和内形有严格要求;
3、耐热内衬材料选择
火箭发动机喷管的典型使用环境是工作温度高、使用时间短、气流冲刷强。为防止喷管内的热量迅速传递到火箭外壳而致使其失效,需选用隔热效果好、耐瞬时烧蚀性强的材料。
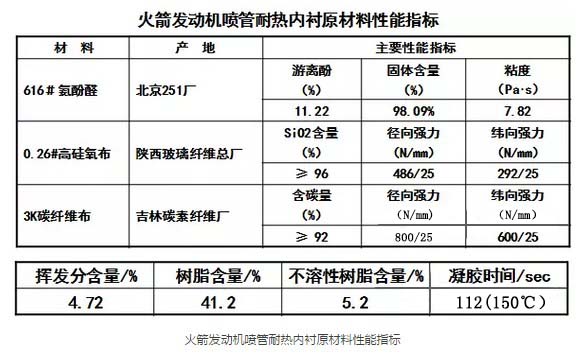
增强材料:高硅氧玻璃纤维布、3k碳纤维布-预浸后剪裁成碎布片
树脂基体:616#氨酚醛树脂
5、工艺流程

6、模压工艺参数确定 (根据树脂的放热曲线)
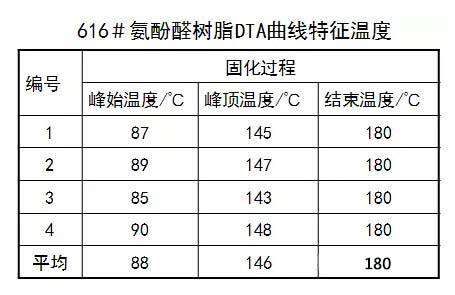
装模温度为90℃,升温速度30℃/h,120℃时保温1h,最高模压温度180℃,保温时间2h,初始压力10MPa,加压时机定为120℃时加压。
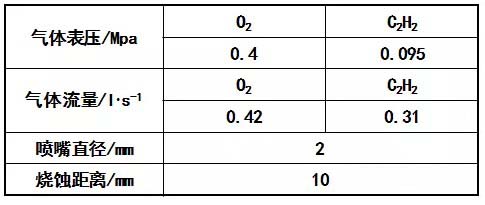
(1)烧蚀实验条件
(2)实验结果

权侵删