碳纤维复合材料钻孔加工损伤原因解析
碳纤维复合材料是由碳纤维增强体和环氧树脂基体两相材料复合而成,两相组成材料的物理和力学性能差异极大,碳纤维强度高、硬度大(HRC=53-65),环氧树脂强度硬度较低,但导热和耐热性差。另外,复合材料通常采用铺层的形式制备,铺层间的结合强度相对较弱。以上原因导致碳纤维复合材料机械加工时,在切削力与切削热的作用下,极易产生毛刺、撕裂、层间分层、基体开裂、基体烧伤等多种损伤形式,成为典型的难加工材料。
采用传统钻孔工艺加工碳纤维复合材料小孔时几种典型的损伤形式,复合材料对损伤非常敏感,制孔损伤会使复合材料及其连接结构的力学性能显著降低。另外,在使用载荷作用下,孔周的损伤会因应力集中而扩展.从而导致使用寿命内产品性能弱化,严重影响产品的可靠性。
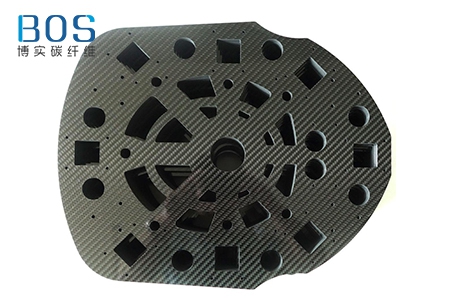
小孔加工的排屑困难、切削热不易散出等特点,使复合材料在加工小孔时的环境进一步恶化, 加剧了加工损伤程度,加工质量和精度难以保证。碳纤维复合材料小孔加工存在的问题和技术难点,具体表现在以下几个方面:
(1)切削温度高,加工损伤严重。碳纤维复合材料是由不同铺设方向的碳纤维预浸料层合而成,具有显著的各向异性和层间强度低等不利于加工的因素。另外,小孔直径小,容屑空间不足,加工过程中排屑困难,而水分会引起基体和界面性能退化以及基体材料的塑化,加工中一般不使用冷却液,因此,小孔加工的切削温度高于常规尺寸制孔加工。耐热性差的树脂(耐热温度一般为(200~300)℃)在切削热作用下易发生软化甚至烧伤。高温使树脂粘结强度显著降低,与碳纤维之间的界面以及复合材料叠层之间的界面脱粘,从而加剧了毛刺分层、撕裂等损伤的产生。
(2)刀具堵塞和磨损严重。为了保证加工效率,小孔钻削通常采用较高的刀具转速,同时,由于碳纤维复合材料的非均质性,加工时碳纤维和树脂以较高的切削线速度交替作用于刀具切削刃上,高硬耐磨的碳纤维对刀具的磨蚀作用剧烈,使切削区产生高温,导热性差的树脂使热量集中在刀具切削刃附近很小的区域内,刀具后刀面磨损严重。严重的刀具磨损影响加工产品的形状、尺寸精度和表面质量,刀具寿命低导致需要频繁更换和刃磨也增大了复合材料的加工成本。
(3)细小刀具刚度低,制孔形位误差大。由于微小钻头刚性差,在切削力和机床振动等作用下容易折断。刀具易弯曲变形,严重影响入钻位置精度和制孔过程中孔的尺寸、形状精度。另外,由于复合材料的各向异性.其纵向(即平行纤维方向)和横向(即垂直纤维方向)材料的热物理系数相差较大,造成制孔时孔径变化不均匀而形成椭圆形孔。加工中温度的剧烈变化可能造成复合材料厚板加工时形成锥形孔。